खोलीच्या तपमानावर बार किंवा वायरचा वरचा भाग खडबडीत करण्याची फोर्जिंग पद्धत. कोल्ड हेडिंगचा वापर प्रामुख्याने बोल्ट, नट, खिळे, रिवेट्स आणि स्टील बॉल्स सारख्या भागांच्या निर्मितीसाठी केला जातो. फोर्जिंग साहित्य तांबे, अॅल्युमिनियम, कार्बन स्टील, मिश्र धातु, स्टेनलेस स्टील आणि टायटॅनियम मिश्र धातु असू शकते, ज्याचा सामग्री वापर दर 80-90% आहे.
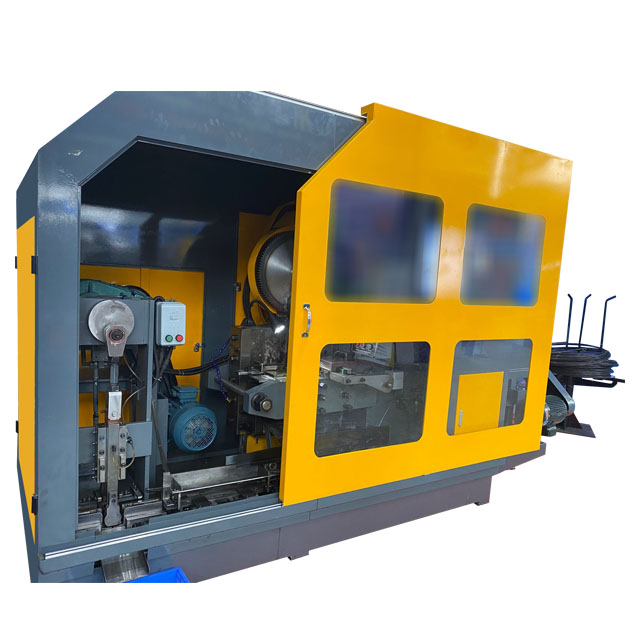
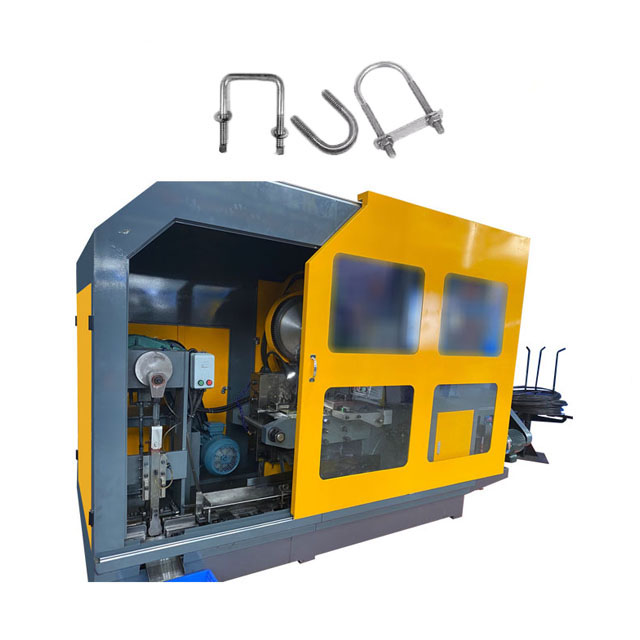
थंड शीर्षकसतत, मल्टी-स्टेशन आणि स्वयंचलित उत्पादनाची सोय करून, विशेष कोल्ड हेडिंग मशीनवर सहसा चालते. कोल्ड हेडिंग मशीनवर, कटिंग, हेडिंग, जमा करणे, फॉर्मिंग, चेम्फरिंग, वायर रोलिंग, व्यास कमी करणे आणि किनारी कटिंग यासारख्या प्रक्रिया क्रमाने पूर्ण करणे शक्य आहे. कोल्ड हेडिंग वर्कपीससाठी जास्तीत जास्त 48 मिलीमीटर व्यासासह, 300 तुकडे/मिनिट किंवा त्याहून अधिक पर्यंत उच्च उत्पादन कार्यक्षमता. आकृती 1 मधील कोल्ड हेडिंग बोल्ट प्रक्रियेची योजनाबद्ध आकृती ही कोल्ड हेडिंग बोल्टसाठी एक विशिष्ट प्रक्रिया आहे. आकृती 2 मध्ये दर्शविलेले मल्टी-स्टेशन नट स्वयंचलित कोल्ड हेडिंग मशीन एक मल्टी-स्टेशन नट स्वयंचलित कोल्ड हेडिंग मशीन आहे. फीडिंग मेकॅनिझमद्वारे बार मटेरियल आपोआप एका ठराविक लांबीमध्ये दिले जाते आणि कटिंग मेकॅनिझम ते रिक्त स्थानांमध्ये कापते. त्यानंतर, क्लॅम्प कन्व्हेइंग मेकॅनिझम क्रमाक्रमाने ते तयार करण्यासाठी जमा दाब आणि पंचिंग स्टेशनवर पाठवते.
कोल्ड हेडिंग पद्धतीमध्ये, कोल्ड हेडिंग मशीन्सना त्यांच्या विविध पॉवर ट्रान्समिशनच्या पद्धतींवर आधारित दोन प्रकारांमध्ये विभागले जाऊ शकते: यांत्रिक ट्रांसमिशन आणि हायड्रोलिक ट्रान्समिशन. यांत्रिक ट्रान्समिशनचे दोन प्रकार आहेत: मॅन्युअल आणि इलेक्ट्रिक. इलेक्ट्रिक आणि मॅन्युअल कोल्ड हेडिंग मशीन 4-5 मिमी व्यासासह कोल्ड हेडिंग लो-कार्बन स्टील वायरसाठी योग्य आहेत. हायड्रॉलिक ट्रान्समिशन त्याच्या कार्यक्षमतेच्या आधारावर दोन प्रकारांमध्ये विभागले जाऊ शकते: हायड्रॉलिक स्टील वायर कोल्ड हेडिंग मशीन आणि हायड्रॉलिक स्टील बार कोल्ड हेडिंग मशीन.