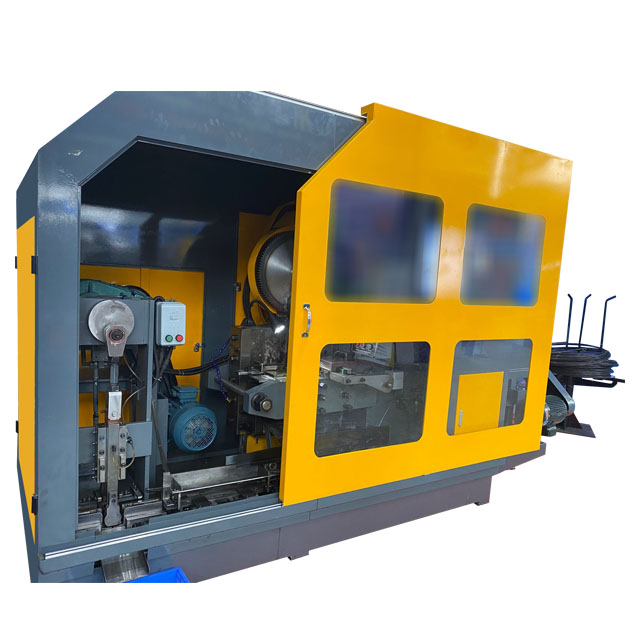
रोनेनेद्वारे तयार केलेले कोल्ड हेडर मशीन बनविणारे स्क्रू मेटल गरम न करता स्क्रू हेड्सचे आकार देऊ शकतात. हे स्क्रू हेडमध्ये मेटल वायर बिलेटला आकार देण्यासाठी दबाव वापरते. आपल्याला फक्त वायर घालण्याची आवश्यकता आहे आणि मशीन काही सेकंदात स्क्रू डोके आकारेल.
कोल्ड हेडर मशीन बनविणारे स्क्रू विशेषतः कोल्ड हेडिंग पद्धतीने स्क्रू हेड तयार करण्यासाठी डिझाइन केलेले आहेत. हे गरम पाण्याची सोय वायर सामग्री वापरत नाही. त्याऐवजी, ते थेट मशीनमध्ये धातूचे वायर फीड करते आणि मूसद्वारे, वायरच्या एका टोकाला स्क्रू डोक्याच्या आकारात दाबते.
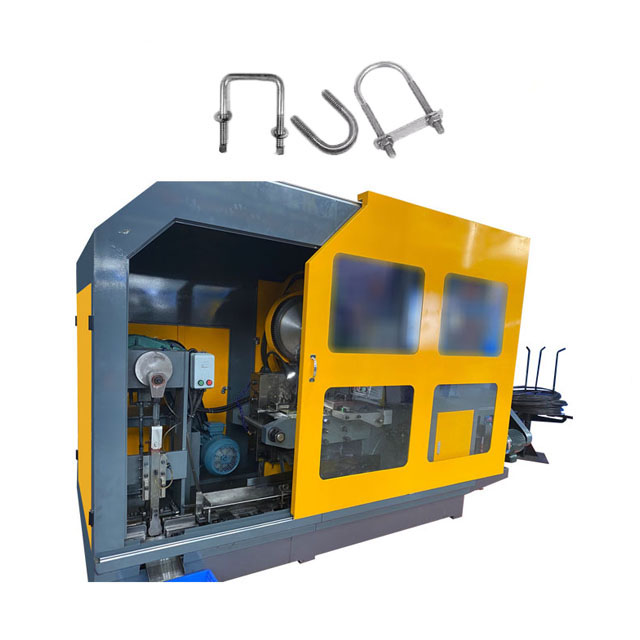
कोल्ड हेडर मशीन बनविणारे स्क्रू खोलीच्या तपमानावर कोल्ड फोर्जिंग प्रक्रियेद्वारे स्क्रू डोके तयार करतात. हे उपकरणे वायर प्राप्त करतात, ते सरळ करतात आणि नंतर त्यास अचूक रिक्त स्थानांमध्ये कापतात. मग, या रिक्त जागा मोल्डच्या मालिकेमध्ये हस्तांतरित केल्या जातात, जिथे शक्तिशाली पंच त्यातील एका टोकावर परिणाम करतात, ज्यामुळे धातू बाहेर काढली जाते आणि कोणतीही सामग्री न काढता स्क्रू डोक्याच्या रूपात आकार दिली जाते.
कोल्ड हेडर मशीन बनविणारे स्क्रू वायर रॉड्सपासून सुरू होते. अनावश्यक मशीन कोणत्याही वाकणे दूर करण्यासाठी वायरला सरळ यंत्रणेत फीड करते. मग, सुस्पष्टता कटिंग मशीन सरळ वायर विशिष्ट लांबीच्या बिलेटमध्ये कापते. या बिलेट्सची सुसंगतता महत्त्वपूर्ण आहे कारण ते डोक्याच्या योग्य निर्मितीसाठी आवश्यक असलेल्या धातूचे प्रमाण निर्धारित करते.
मशीन कडक केलेल्या टूल स्टीलचे साचे आणि पंचांवर अवलंबून आहे. मोल्ड्समध्ये पोकळी असतात ज्या स्क्रू हेड्सचा अंतिम आकार निर्धारित करतात. पंच त्या स्वरूपात धातूचे आकार देण्यासाठी शक्ती लागू करतात. हे मोल्ड बदलून, समान मशीन वेगवेगळ्या प्रकारचे आणि स्क्रू हेडचे आकार तयार करू शकते.
| मॉडेल | 4-20 ए | 5-30 ए |
| मॅक्स.ब्लँक डॅलेमीटर (एमएम) | Φ5 |
Φ8 |
| कमाल.ब्लँक लांबी (मिमी) | 20 | 30 |
| सारस | 60 | 90 |
| क्षमता (पीसीएस/मिनिट) | 80-120 | 80-110 |
| आरपीएम (पीसीएस/मिनिट) | Φ32x105 |
Φ32x120 |
| कट-ऑफ डाय व्यास (मिमी) | Φ15x30 |
Φ20x35 |
| पंच डाय (1 ला) (मिमी) | Φ25x70 |
Φ30x75 |
| पंच डाय (2 आरडी) (मिमी) | Φ25x70 |
Φ30x75 |
| कटर आकार | 10x30x70 | 10x30x70 |
| बॉडी मोटर पॉवर (एचपी) व्हॉल्यूम | 2 | 3 |
| व्हॉल्यूम (एलएक्सडब्ल्यूएक्सएच) (एम) | 1.75x0.85x1.15 | 2.30x1.08x1.15 |
| वजन (किलो) | 1300 | 1700 |
कोल्ड हेडर मशीन बनविणार्या स्क्रूचे विक्री बिंदू खूप व्यावहारिक आहेत. यासाठी हीटिंगची आवश्यकता नाही, अशा प्रकारे उर्जा खर्चाची बचत होईल. तयार केलेल्या स्क्रू हेड्समध्ये उच्च सामर्थ्य असते कारण कोल्ड हेडिंग दरम्यान, धातूची अंतर्गत रचना संकुचित केली जाते, ज्यामुळे ते गरम झाल्यानंतर बनलेल्या लोकांच्या तुलनेत अधिक घन आणि कमी होण्याची शक्यता असते. भौतिक उपयोग दर देखील जास्त आहे. एक्सट्र्यूजन मोल्डिंगमध्ये, जादा सामग्री कापण्याची आवश्यकता नाही आणि मुळात वायर सामग्रीचा वापर केला जाऊ शकतो.